


為了研究激光切割和機(jī)械加工兩種方法在鈑金件切邊中對(duì)工件的影響,采用激光切割和機(jī)械加工兩種方法制作拉伸試件.并利用CMT6000微機(jī)控制電子萬能試驗(yàn)機(jī)在常溫條件下完成了拉伸試驗(yàn)。通過對(duì)試驗(yàn)結(jié)果的分析整理完成了兩種方法的對(duì)比,結(jié)果表明:激光切割試件和機(jī)械加工試件得到的兩組拉伸曲線在頸縮后有明顯區(qū)別,激光切割的試件在拉伸過程中沒有明顯頸縮,且延伸率明顯小于機(jī)械加工試件的延伸率。
鈦合金是一種輕質(zhì)、比強(qiáng)度高、耐腐蝕、耐熱、無磁、中溫和焊接性能及韌性好的結(jié)構(gòu)材料,由于其良好的綜合性能而被廣泛應(yīng)用于航空領(lǐng)域,多用于制造航空發(fā)動(dòng)機(jī)中的重要零部件和飛機(jī)結(jié)構(gòu)件。
鈦合金零件在成形后需要經(jīng)過切邊工序。隨著飛機(jī)性能要求的提高,對(duì)鈦合金蒙皮件的輪廓精度要求更高,激光切邊和數(shù)控銑方法切邊在精度上均能滿足要求。但切割方法是否對(duì)材料的使用性能產(chǎn)生不利的影響需要進(jìn)一步研究,雖然在激光切割熱影響方面有些研究,但激光切割試件單拉試驗(yàn)未見報(bào)道。本文通過單向拉伸試驗(yàn)研究激光切割和數(shù)控加工方法對(duì)鈦合金蒙皮零件的影響。
1 試驗(yàn)條件和方法
試驗(yàn)中選用材料為國(guó)產(chǎn)lm×2m×1.5mm熱軋態(tài)TC1鈦合金板材。拉伸試件是沿板材的軋制方向分別用數(shù)控加工方法和激光切割方法截取。試件規(guī)格尺寸按GB/T13954制備,如圖1所示。所用設(shè)備為CMT6000微機(jī)控制電子萬能試驗(yàn)機(jī)。試驗(yàn)在室溫下完成。激光切割試驗(yàn)件5件。數(shù)控加工切割試驗(yàn)件5件,共10件。單拉對(duì)比試驗(yàn)主要研究不同的切割方法得到的拉伸試件對(duì)試驗(yàn)結(jié)果的影響。
試驗(yàn)條件:
溫度:20℃;
濕度:20%;
標(biāo)距:45mm;
速度:5mm/min.
2 試驗(yàn)結(jié)果及分析
通過對(duì)拉伸試驗(yàn)數(shù)據(jù)進(jìn)行對(duì)比整理得到激光切割方法與機(jī)械加工方法試件的拉伸試件試驗(yàn)數(shù)據(jù),見下表;將拉伸曲線進(jìn)行對(duì)比得到工程應(yīng)力-工程應(yīng)變曲線對(duì)比圖(見圖2)和真實(shí)應(yīng)力一真實(shí)應(yīng)變曲線對(duì)比圖(見圖3)。圖4-圖7給出了激光切割試件和機(jī)械加工試件單拉試驗(yàn)得到的材料性能參數(shù)的對(duì)比。
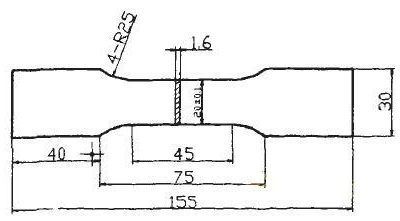
圖1 拉伸試件
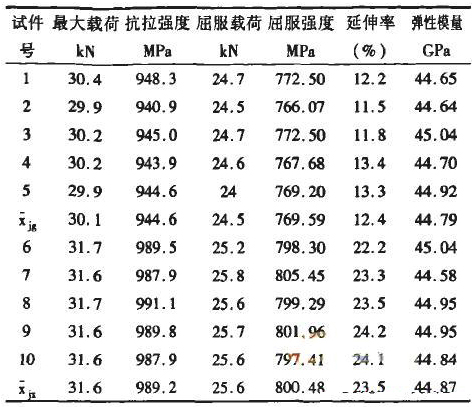
拉伸試驗(yàn)數(shù)據(jù)對(duì)比表
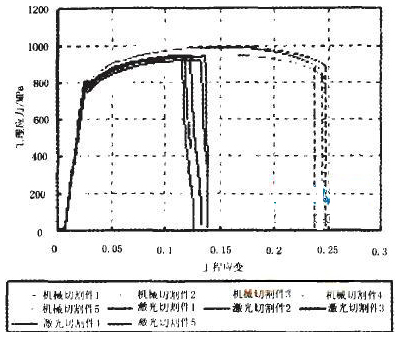
圖2 工程應(yīng)力-應(yīng)變曲線對(duì)比
由圖2和圖3可以看出,兩種方法得到的拉伸曲線均達(dá)到了材料的最大載荷點(diǎn),激光切割的試件和機(jī)械加工試件在拉伸試驗(yàn)中頸縮前區(qū)別很小,激光切割的試件拉伸曲線與機(jī)械加工的試件拉伸曲線對(duì)比略有下移。但在頸縮后兩組曲線有明顯區(qū)別,對(duì)于激光切割的試件拉伸過程中沒有明顯頸縮,在出現(xiàn)頸縮后馬上斷裂,從現(xiàn)象上看類似于脆性材料,實(shí)際上該現(xiàn)象是激光切割試件輪廓上的熱影響區(qū)造成的,在切割表面粗糙度高并有微裂紋存在,因此造成了單拉試驗(yàn)中載荷達(dá)到最大值后裂紋快速擴(kuò)展斷裂。
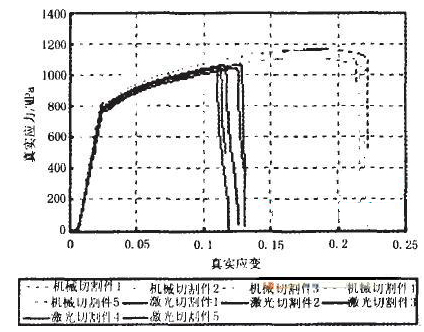
圖3 真實(shí)應(yīng)力-應(yīng)變曲線對(duì)比
通過對(duì)激光切割得到的試件和機(jī)械加工得到的試件進(jìn)行單拉對(duì)比試驗(yàn),對(duì)試驗(yàn)結(jié)果進(jìn)行分析總結(jié)得到以下結(jié)論:
(1) 激光切割試件和機(jī)械加工試件得到的拉伸曲線在頸縮后兩組曲線有明顯區(qū)別,激光切割的試件在拉伸過程中沒有明顯頸縮,是由于在出現(xiàn)頸縮后馬上斷裂的緣故。
(2)在拉伸試驗(yàn)中機(jī)械加工試件對(duì)應(yīng)的最大載荷、屈服強(qiáng)度、拉伸強(qiáng)度均高于激光切割的試件對(duì)應(yīng)的最大載荷、屈服強(qiáng)度、拉伸強(qiáng)度,但差別較小,而延伸率差別較大。
(3)在將激光切割方法應(yīng)用于實(shí)際生產(chǎn)時(shí),有必要進(jìn)一步進(jìn)行疲勞試驗(yàn),以確定該方法是否滿足要求。




擊關(guān)閉")
